


When an SMT assembly process runs into trouble, the screen printer is invariably the first object to be blamed. Yet, upon more detailed investigation, most users discover that the printing machine itself is rarely the real source of most apparently 'print-related' faults. In fact, 'zero-defect' printing is now an increasingly common reality for many assemblers.
As a user in a hypothetical case would probably complain: "We are having big problems with our print process. There is a high level of bridging between component leads interspersed with many incidents of insufficient solder and opens at component terminations just a couple of centimetres away. There is obviously something drastically wrong with our printing machine and we need to call in the vendor immediately."
Although this example illustrates a very common scenario in electronics manufacturing, this is when an assembly process runs into serious problems and the printing machine is often the first piece of equipment to be blamed. (A reliable study estimates that this occurs 60% of the time). Yet in reality, after a profound and detailed investigation, the actual cause of most so-called print-related problems will be found to have nothing to do whatsoever with the actual performance of a line's screen printer. Instead, the real problem will usually be a failing elsewhere downstream in the assembly process.
The reason for this confusion is that many of the most common, nonprint-related assembly defects could produce symptomatic PCB soldering faults that upon initial inspection may appear print-related. These include bridging between component leads, insufficient solder at component terminations, solder balls on board surface and solder 'squirt-outs' and mid-chip solder balls beside chip capacitors. The root cause of all these problems can be broadly attributed to one of either two sources: those due to the presence of too much (excess) solder at a soldering land or component termination, and those due to too little (insufficient) paste.
Confusion on process technology
Although it is possible for a poorly performing printer to produce such problems, more often than not they tend to be generated by any one of a vast range of nonprint-related process flaws. These include inadequate solderability, a poor reflow or placement process, poor lead alignment, poor lead planarity, solder smudging after printing, insufficient stencil design and occasionally, of course, poor printing.
Despite this, printing machines continue to be falsely accused as the primary source of many assembly defects. Moreover, many big myths still perpetuate the industry with regards to which assembly practices actually promote, or detract from, achieving a high-quality print process. The truth is such, however, that modern printing machines have evolved into extremely reliable production tools that with the right application expertise can easily be optimised to allow a near zero-defect print process to be achieved in almost any assembly environment. Here, we will attempt to dispel some of the major misconceptions about printing by detailing a few of the foremost and genuine sources of so-called apparent print-related defects, while offering some practical advice and tips on how to move closer towards achieving a near defect-free printing process.
One of the biggest fallacies that is commonly held about printing is that if a solder paste deposit looks neat and well formed (ie it is perfectly aligned with the pad, square and flat in shape) then it will go on to form a perfectly formed, smooth and bright solder joint after part placement and reflow. The fact is that a well-defined deposit can actually inspire false confidence in a print process and divert attention away from the ultimate objective of any such procedure: to produce high-quality solder joints, not paste deposits alone.
Too much and less solder at the same time
Although a deposit may have the most perfect print definition possible, if there is too much or too little solder paste present, it will inevitably lead to the formation of a very poor quality solder fillet between the component and board with the risk of shorts and opens. Conversely, a poorly shaped deposit of the right volume can sometimes go on to produce a perfectly acceptable joint due to the fact that during reflow surface tension will tend to pull the solder and the chip component back onto the pads. Therefore, good print definition, though desirable, is not as crucial a print parameter as is often believed.

Another classic source of falsely assumed 'print-related' defects is a poor reflow process. An excessive heating profile can lead, for example, to the paradoxical situation of having on the same component both bridging, for which the printer is usually blamed for putting down an excess of solder, and opens, for which the printer is also usually blamed for putting down an insufficient amount of solder. It is fairly obvious that in this situation there is little that can be done to rectify the problem by altering the set-up of the printing machine, as it is impossible to put down both more and less solder simultaneously. It is also firm evidence that soldering problems can indeed be beyond the scope and plausible capability of printing machines alone.
Technically, this type of fault typically occurs if a reflow profile is set too high. As a result, component leads can get very hot and cause solder to be drawn (or wicked) upwards along them. This molten solder then sticks onto a lead up by the body of the device to form a bridge with a neighbouring lead upon cooling. At the same time, this loss of molten solder exposes the bare metal termination at the other end of this lead to the open atmosphere which therefore rapidly oxidises. This dramatically reduces solderability and, as a result, a very small or nonexistent toe fillet (or meniscus) is produced.
Another common printing fallacy is the belief that adjusting a printer's set-up parameters can actually rectify a major excess or insufficient solder problem. The fact is that if a printer has been set up in a competent manner, the amount of solder paste deposited is primarily governed by the stencil design alone. Alterations to parameters such as squeegee pressure, print speed and stencil separation gap or speed will not make a significant difference if the discrepancy in the amount of solder paste deposited is large. Such parameters should only really be used to make small optimisation changes (or tweaks) to a properly established print process.
Stencil - a most important element
The stencil, however, is arguably one of the most important elements in any print process. If it is well designed, even an inadequate machine will produce half-decent results. But if a stencil is incorrectly specified or manufactured, it will generate failures even when used in a best-of-class printer. A very common stencil-related fault is mid-chip solder balling or solder 'squirt-outs' adjacent to chip components which primarily affect no-clean processes. Here, a perfectly delineated paste print causes problems simply because the stencil apertures were designed too big. As a result, an excess amount of solder is deposited onto a component's lands which eventually 'spits' out from underneath the placed device during reflow.
Use of obsolete parts
This kind of problem tends to stem from designers adhering too strictly and having too much faith in widely used standard design rules and recommendations for pad and aperture sizes. Instead, these should be used carefully as guidelines that can be used to closely approximate what size a stencil aperture or pad should be for a given device, but may need some finishing fine-tuning at the prototype manufacture stage to guarantee soldering success.
Another classic source of so-called print-related defects is the use of old components. A DEK application team, for example, eliminated a major, unexplained process failure at a customer's site by advising the manufacturer to simply scrap all its old - and hence poorly wetting - components. Similarly, poor quality bareboards can cause a multitude of further print problems by having an uneven surface finish with 'protruding' features that can inhibit a good alignment between the board and stencil and thus degrade gasketing. Common bareboard checks should include making sure that all the pads and via surfaces are smooth, flat and above the level of the surrounding resist; that there are no bar code labels or thick component legend printing near fine-pitch components and that the board is generally free of dust, fingerprints and fibres.

Because dirt can easily block apertures in stencils and degrade solderability, if bareboard cleanliness proves difficult to guarantee, one solution could be to use an inline board cleaner before printing which can produce dramatically improved process results. To further ensure optimum gasketing and repeatable print results, manual under-board pin support location should be abandoned and replaced by a well calibrated vision alignment system on the printer if QFP devices with a pitch of 0,65 mm or below are to be used.
Another assembly area that can be prone to producing even more apparently 'print-related' process problems is the placement stage. Here, poorly positioned components will almost certainly produce an excess or insufficient solder problem later down the line. A common example is where a placement machine causes a surface-mount lead on a legged device (such as a QFP) to be regularly bent sideways as it is put down. This will almost certainly lead to the formation of a bridge at reflow.
The paste case
One final consideration that can prove highly worthwhile is to buy a refrigerator for paste storage. At 20°C, the paste will then be maintained in excellent condition for the two to four weeks that it will probably be in storage at a facility; but will be warm enough to be put straight onto a stencil without having to wait for it to return to room temperature. During printing, it pays to start with a modest amount of paste, say a roll measuring 10 to 15 mm in diameter and replenish it little and often.
In this way, small amounts of fresh paste keep the bulk in good condition without suddenly adding a large volume of unworked paste to a roll. As paste rheology is affected by changes in temperature and humidity, it also pays to invest more heavily in factory airconditioning than that used in any associated offices. Failing this, mobile airconditioning units could be purchased for each printing machine and failing that again, at the very least all printers should be sited away from fluctuating heat sources, variable draughts and south-facing windows.
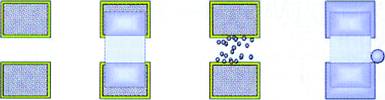
The introduction over the past couple of years of closed head-printing systems such as DEK's well-established ProFlow technology has, however, revolutionised the paste storage aspect of printing. This is because the solder is contained within an enclosed, airtight chamber which dramatically reduces drying and contamination. Paste wastage is also hugely reduced and print repeatability can be greatly enhanced.
Technical issues aside, however, one further source of many print-related defects stems from poor management practices. Some manufacturers are so focused on hitting tight production schedules and getting products out of the door that they often overlook the importance of giving their process engineers the training, time and space required to effectively focus on their in-house process enhancement. In terms of printing, this includes ensuring that regular machine maintenance and routine calibration checks are performed, and that wearable items such as squeegees are free from excessive wear and damage. No-one can expect high-quality, reliable performance from a printer unless it is well maintained and regularly serviced.
Many process factors, therefore, impact upon the end quality of a PCB assembly. But if a printer is properly maintained and calibrated, fed with known-good parts and operated to sound and proven procedures by a well-trained staff, outstanding print results can be achieved. Although many soldering problems are falsely blamed upon printing machines, enlightened users recognise how inter-related their assembly processes are, and constantly strive to fully explore and identify the true root causes behind any significant process problems. As a result, they are able to develop total confidence in the reliability and accuracy of their screen print processes and no longer waste their time attempting to eliminate 'printer-related' problems that simply do not exist.
| Tel: | +27 11 609 1244 |
| Email: | [email protected] |
| www: | www.zetech.co.za |
| Articles: | More information and articles about ZETECH ONE |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version