


Since February 2008, I have been bumping into dissatisfied electronics assembly and manufacturing professionals who were very nostalgic about the once thriving MIL-2000 standard.
True, the once vibrant South African military market has done an about turn since the mid '80s, however quality still remains an important factor, be it military or not.
In the continuous search for quality and in the absence of well known - but now obsolete - MIL-2000 standards, replacement quality standards have been on the horizon in many local and global electronics factories. The ISO (International Standards Organisation) family came to the fore, followed by the Sigma followers.
While ISO is known to contribute to the general organisation and record keeping of important steps, traceability and so on, it does not fare too well in focusing on the real practical, technological and everyday issues on the shop floor. ISO, like IPC, have achieved prominence by being masters in marketing.
Because of its popularity and excellent brand positioning techniques, IPC manages to get 90% of the attention. But we must ask ourselves: is this the right one and the only one? We would be foolish to think so. For instance, the majority of French companies do not have IPC and do not use IPC standards at all. Yes, agreed, the famous IPC-A-610 series has been translated into French, but this must have been for French speaking African states and other places in the world like Canada.
To many seriously minded professionals, statistics is a preferred subject and choosing the Sigma is an obvious candidate. It sounds technical, mathematical and complicated, so it must be good. Or is it?
In my various training and consulting interventions, I have come to the conclusion that we should rather concentrate on the very basics, going back to square one. Tabula rasa as the Romans would say: start again with a clean slate.
MoDePAs is my motto. What does it mean?
* Mo= Motivation.
* De= Determination.
* P= Perseverance.
* As= After sales service (feedback).
Managers, engineers, technicians, inspectors and operators all need to be motivated and it is not always money that does the trick. Create an environment for good communication, good support and honest feedback. Be open for criticism and advice from whomever it might be.
I must confess I was not always honest when I was senior QA engineer in a large organisation and electronic OEM and contracts manufacturer. One day the production director phoned me and, in the absence of the QA manager, I had to answer the various queries that arose. He said he was not satisfied with the many 'dry joints' he had seen in the factory.
Now, those who have not been reading my previous articles about the myths and Santa Clauses in our modern factories must please go back and get the previous copies of Dataweek. Dry joints do not exist, and if you do not believe me, go to IPC-T-50G, the latest copy of 'Terms and Definitions for Interconnecting and Packaging Electronics Circuits'. An excellent work by IPC, it contains virtually all definitions and acronyms one needs today in this environment. Not 100% complete in my opinion, but it would certainly have mentioned dry joints had they existed. But no, not a single word in there. Could they be wrong? Very unlikely.
In any case, was I honest with my boss at that moment? No. I did not have the guts to tell him he was talking nonsense and he had better take some course, be it IPC or others.
I put the phone down and had to go to the factory to inspect for myself.
What did I see? A lot of surface mount solder joints with insufficient solder, meaning there was no evidence of wetting and no smooth unbroken solder fillet had formed between the chip components and the PCB pads. One must be careful not to misinterpret the wording 'insufficient solder'. What Mary deems insufficient may seem too much for Sipho. IPC defines it as a visible (no values given) smooth unbroken solder fillet. Class 3 would require as an afterthought that the fillet be 25% of the height of the chip component.
So it is also important to check the class or quality group you are working with in IPC. Please note that Class 1, 2 and 3 are mostly IPC jargon. You have the full right to develop your own quality standards and definitions.
When the boss has no clue about the terms and definitions, shying away from time consuming, unproductive training, my motivation sinks into my shoes. He or she should at least talk the same language as the rest of the electronics manufacturing industry.
With motivation lacking, determination suffers too. The two go hand in hand and motivation is an important stimulator for determination.
This brings me to the P for perseverance. A positive word or two and managerial support have never done any harm. If this can be rewarded by well deserved financial incentives, then one has a winner in the making.
In terms of after sales service, feedback is often neglected or incomplete. Openness and good communication are prerequisites here too.
The nostalgic longing for MIL-2000 could perhaps be partially motivated by the shortcomings and even lacking of the above MoDePAs. Or is there more to it?
In a way, MIL-2000 exceeded the current IPC-J-STD-001D class 3 requirements. There are many issues here and this article does not lend itself to lengthy discussions. It would require a four-day conversion course.
A while ago, IPC embarked on an addendum to IPC-J-STD-001D, called Class 3 Space. This is a version or addition covering more than the Class 3 currently being used by high quality and military electronic manufacturers. Last year at least two large training companies in the USA started training to Class 3 S. I intend doing this soon with a local company but will enhance the quality thereof by adding some more scientific issues and physical backgrounds of the soldering process. Here the question 'why' will be more prevalent than just the 'how', which is the typical IPC approach.
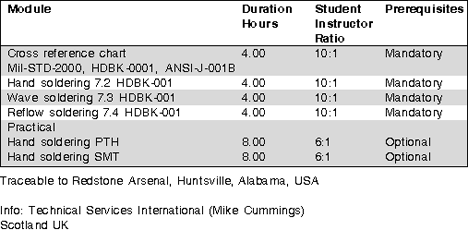
Table 1 shows how MIL-2000 was converted to ANSI/IPC J Standard 001B in one instance (in as much as this was possible). There is no direct equivalent and the combination of TSI (UK) with science as a basis, coupled to the latest IPC Class 3 S addendum, will do the trick.
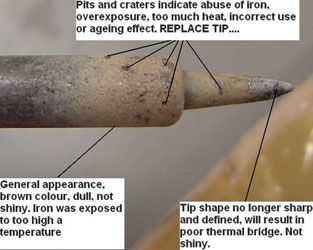
So, as I mentioned earlier, in the spirit of tabula rasa and before we get excited and think of long gone days of MIL-2000 and embark on yet another course, we should perhaps start with the basic soldering iron.
Yes, agreed, today not many OEMs and contract manufacturers use hand soldering techniques. With the chip shooters, high speed pick-and-place, system on chip (SoC), BGAs, FPGAs and other exotics, the hand soldering operation loses momentum by the day. I do believe though - and I have seen this during my training interventions and consultations - that hand soldering still has a role to play in many SA companies. Perhaps then, yes, we should have a look at the basics and examine the soldering iron in more detail. Figure 1 is an ideal example of how it should not look, and why.
Have a look at your soldering irons in your factory and the hand soldering process at your workplace if you make use of it. Think about mea culpa, mea maxima culpa. I hope to go into more detail about hand soldering and the formation of intermetallics in a good solder joint, in a future article.

For more information contact Eddy Van den Wijngaerd, +27 (0)21 712 5964, [email protected].


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version