


With all the different Pb-free solder pastes on the market today, how does anyone choose the correct solder paste that will ensure finished goods reliability? The answer lies within the hands of the experts.
To start, there are some parameters and information that your expert technical support engineers will need to know to help you choose the perfect solder paste for your specific application. These engineers will be able to recommend the correct alloy, flux vehicle, mesh size, metal load, and packaging method based on the information you provide.
Wetting, solder balling, solder splatter, voiding, and halide content, are among the many challenges the industry has faced during the conversion from the more commonly used SnPb solder to Pb-free solder. Each challenge presented the opportunity for more innovative solutions and the development of new solder pastes. However, there may never be one solder paste that functions perfectly in every application. Therefore, it is important to decide which challenges pose critical threats to your products and process, and focus on choosing a solder paste that has strengths in those areas.
The correct alloy
With hundreds of alloys available, choosing the ideal Pb-free solder alloy for an application can be the most difficult part of the process. Many companies continue to follow the industry and use a Tin/Silver/Copper (Sn/Ag/Cu) alloy, commonly known as SAC, for their Pb-free applications. SAC305 (96.5Sn/3.0Ag/0.5Cu) has emerged as the predominant alloy, but SAC387, SAC105, and SAC405 are also becoming more popular. Pb-free choices are not limited to the SAC alloys, however. Indium- or Bismuth-containing alloys are suitable for low-temperature processes, while Gold-containing alloys, like 80Au/20Sn work best in high temperature applications. To determine which alloy is the best fit for your application, technical support engineers will need to know the following information:
• What is your ideal alloy melting temperature?
• Are there temperature constraints with your board or component design?
• What metallisations you are soldering to?
• Do you need a Pb-free alloy?
Flux vehicle
Once an alloy is selected, the next step is to determine the best flux vehicle. The choice between water-soluble or no-clean materials is usually based on what has been used in the past and what equipment is available going forward. Many times, especially with contract manufacturers, the customer will determine whether the finished circuit boards need to be cleaned or not and may even specify the flux type to use. Water-soluble materials differ from no-clean materials because the flux residue, after reflow, must be washed off. No-clean flux residues, after reflow, are benign and do not need to be washed off the board. However, more and more companies are cleaning the no-clean residues to obtain a more appealing cosmetic appearance. The no-clean residues can be cleaned with a commercially available flux cleaner, whereas the water-soluble residues can usually be cleaned only with deionised (DI) water. When cleaning any flux residue, it has to be removed completely to avoid reliability concerns and other issues regarding the future of the circuit board and/or the product.
Mesh size
The next thing you need to consider is the mesh size, or the solder powder particle size. The selection of the appropriate powder size for a specific solder paste application is a fundamental step that will ultimately affect the printability of the solder paste with respect to the stencil design. Stencil design, focusing specifically on area ratio, plays an even more crucial role in solder paste printability. Calculating the area ratio and choosing the correct powder size can help ensure proper stencil release.
The area ratio is the ratio between the area of the aperture opening and the area of the aperture walls:
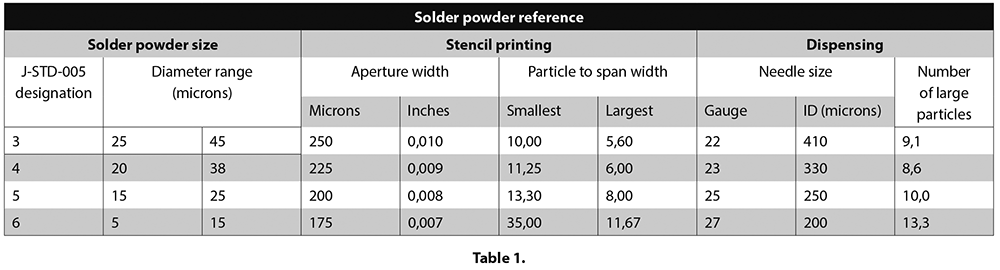
Once the proper aperture size has been determined, the appropriate powder size can then be chosen. For all apertures, it is important to maintain a minimum of four or five solder particles (the large particle size of the range) across the aperture. Table 1 can help serve as a guide.
Metal load and packaging
The packaging will ultimately determine the metal load. Many different containers are available, including jars, cartridges, syringes, and Proflow cassettes. With the exception of the Proflow cassette, all of these packages come in a variety of sizes to suit your usage and preference.
The metal load is the weight percentage of metal in the solder paste. This is typically determined by the specific flux vehicle, mesh size, the packaging method, and the solder paste manufacturer’s experience and expertise. The metal load is typically within the range of 88 to 91% for printing and 83 to 87% if the material is being dispensed from a syringe. The solder paste manufacturer should ideally determine the metal load as they are the most familiar with what percentage will work best for the specific application and solder paste.
Testing
To test to see which Pb-free solder paste fits the necessary parameters, a design of experiment (DOE) should be drafted to ensure that correct testing will be performed. The DOE should be set up to test all aspects of the solder paste process, including, but not limited to, printing, component placement, reflow, and cleaning. Once the DOE has been populated, the test results will determine the appropriate Pb-free solder paste for your production process.
| Tel: | +27 11 824 1427 |
| Email: | [email protected] |
| www: | www.techmet.co.za |
| Articles: | More information and articles about Techmet |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version